Home / News & Blog / Abrasive Blog / Factors to Consider When Selecting Abrasive Hardness for Grinding
Reasonable selection of abrasive hardness is the key to achieving good grinding results. The most basic principle in selecting abrasive hardness is to ensure that the abrasive has proper self-sharpening properties during grinding, avoiding excessive wear of the abrasive. It is also essential to prevent excessively high grinding temperatures during the process.
As previously mentioned, the hardness of the abrasive is related to the amount of bonding agent used. The higher the hardness of the abrasive, the greater the bonding agent required. This results in stronger bonding bridges and a greater grip of the bonding agent on the abrasive grains, allowing the grains to withstand greater grinding forces without fracturing or detaching. Conversely, when the hardness of the abrasive is low, the bonding agent’s grip on the abrasive grains is weaker, making the grains more prone to fracturing or detachment. Therefore, if the abrasive’s hardness is too high, the dulled grains will not easily fracture or detach, losing their cutting ability. This also increases the friction between the abrasive and the workpiece, making the workpiece surface prone to overheating and burning. Frequently dressing the abrasive is required to remove the dulled grains promptly, leading to significant abrasive wear.
If the abrasive’s hardness is too low, the abrasive grains will detach while still sharp, resulting in unnecessary wear. Additionally, excessively fast abrasive wear can cause extreme unevenness on the working surface, further affecting the machining precision of the workpiece.
In summary, only by correctly selecting the hardness of the abrasive can its normal grinding state be maintained, ensuring it meets processing requirements. Especially when sharpening certain tools, even a slight deviation in abrasive hardness can affect the sharpening quality. This demonstrates the significant impact of abrasive hardness.
The most basic method for selecting abrasive hardness is: if the workpiece has high hardness, the abrasive should have lower hardness; if the workpiece has low hardness, the abrasive should have higher hardness. This is because, when the workpiece hardness is lower, the pressure exerted on the abrasive grains as they penetrate the workpiece is relatively smaller, making the grains less prone to dulling. To prevent the grains from fracturing or detaching before becoming dull, it is more appropriate to choose an abrasive with slightly higher hardness. Conversely, when the workpiece hardness is higher, the pressure on the abrasive grains is greater, causing them to dull more easily. Selecting a softer abrasive allows for timely self-sharpening, maintaining the abrasive’s grinding performance. However, when the workpiece material is softer and more ductile (such as soft bronze or brass), the metal chips produced during grinding can easily clog the abrasive. In such cases, it is advisable to use abrasives with coarser grit and lower hardness for better processing results.
When choosing the hardness of the abrasive tool, the following factors should generally be considered:
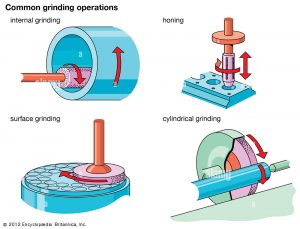
1. When the contact area between the abrasive and the workpiece is large, the abrasive hardness should be selected to be lower to prevent excessive heat buildup on the workpiece, which could affect the grinding quality. For example, abrasives used in vertical spindle surface grinding are of lower hardness. The hardness of grinding wheels used for surface grinding and internal cylindrical grinding is lower than that used for external cylindrical grinding. However, when grinding fine and long inner holes, due to the low wheel speed, the wheel wears easily, causing the workpiece to develop a taper (or flaring). Therefore, the hardness of the grinding wheel needs to be higher than that used for typical internal cylindrical grinding. Similarly, for grinding smaller hole diameters, a harder grinding wheel can be used, while for larger hole diameters, a softer grinding wheel should be selected.

2. For grinding brittle surfaces and deburring castings, a hard-grade or super-hard-grade grinding wheel should be selected. Similarly, when grinding steel billets under heavy loads, a hard-grade or super-hard-grade grinding wheel should be used to prevent the wheel from wearing too quickly.
3. For dressing with diamond abrasives (grinding wheels or oil stones), due to the higher pressure applied during dressing, higher hardness is required. Therefore, super-hard-grade abrasives are commonly used.
4. For heavy-duty grinding machines and those with better rigidity, due to their low vibration during grinding and the difficulty in damaging the abrasive grains, grinding wheels with lower hardness can be used.
5. When cutting into the outer circle, in order to avoid burning the workpiece, the hardness of the grinding wheel should be lower than that when axial feed is used.
6. Automatic feed grinders can use softer grinding wheels compared to manual feed grinders.
7. When the required surface roughness value is smaller and the workpiece dimension needs to be more precise, a softer grinding wheel should be selected to avoid excessive heat generation during grinding, which could degrade the surface layer of the workpiece. For example, using an ultra-soft-grade resin-bonded wheel for mirror polishing can achieve a surface roughness (Rz) of 0.05 μm. However, for general fine grinding wheels, the hardness should be higher; otherwise, uneven wear on the wheel’s working surface may occur, affecting the machining precision of the workpiece.
8. Scratches on the workpiece surface are often related to improper selection of abrasive hardness. When the abrasive hardness is too low, the abrasive grains are prone to detachment. As a result, the detached grains can scratch the workpiece surface due to compression or friction. In such cases, the abrasive hardness should be appropriately increased.
9. When dry grinding, the workpiece is prone to overheating, so a grinding wheel with 1 to 2 hardness grades softer than those used in wet grinding should be selected.
10. When high production efficiency is required, a softer grinding wheel can be selected to facilitate self-sharpening and reduce the frequency of dressing. However, the wear of the grinding wheel will increase accordingly, so a comprehensive analysis and comparison of technical and economic indicators are necessary.
11. In high-speed grinding, when the feed rate remains constant, the chips cut by the abrasive grains become thinner, and the cutting force on the grains decreases, which slows down the wear of the grinding wheel. To improve the self-sharpening of the wheel in this case, its hardness should be 1 to 2 grades softer than that used in normal grinding. This is typical for high-speed precision grinding. Similarly, for unbalanced workpieces (such as crankshafts), since the workpiece speed during grinding cannot be too high, the hardness of the grinding wheel should be selected to be lower to avoid burning the workpiece.
For high-speed grinding with the main purpose of improving cutting efficiency, the cutting feed should be increased, and the grinding force on the abrasive grains should increase. To ensure that the grains do not detach too early, the hardness of the grinding wheel should be 1 to 2 grades higher than that used for normal grinding.
12. When grinding steel balls (ball bearings), you should choose a super-hard grinding wheel; for general cutting of workpieces, the hardness of the grinding wheel should be selected from medium to hard.
13. When sharpening carbide and high-speed steel tools, you should choose a grinding wheel with a hardness of J~G.
14. In contour grinding, to maintain the correct geometric shape of the workpiece, the wear of the grinding wheel should not be too significant. Therefore, the hardness of the grinding wheel should be higher.
Conclusion
The proper selection of abrasive hardness is critical for achieving efficient grinding performance, maintaining workpiece quality, and ensuring the longevity of the grinding tools. Abrasive hardness should be chosen based on the characteristics of the workpiece material, the grinding method, and the desired machining precision. Factors such as workpiece hardness, contact area, grinding speed, and production efficiency requirements must be carefully considered.
Abrasives with higher hardness are suitable for applications requiring geometric accuracy or heavy loads, while softer abrasives can enhance self-sharpening properties and reduce dressing frequency. However, trade-offs such as increased abrasive wear must be evaluated. Adapting the hardness based on specific conditions, such as dry or high-speed grinding, further ensures optimal results.