Home / News & Blog / Abrasive Blog / Analysis of the Ceramic Abrasive Tool Manufacturing Process
1. Preparation for Mixing Materials
Check the Sensitivity of Scales: Ensure the precision and accuracy of all weighing instruments.
Sieve the Binder Before Mixing: Remove clumps and impurities from the binder to ensure a uniform mixture.
Separate Storage of Materials: Store abrasives, binders, and auxiliary materials such as iron oxide separately to prevent cross-contamination.
2. Common Issues in Material Proportioning
Incorrect Binder Proportioning: This can lead to defects such as foaming, black cores, or hardness deviations.
Errors in Weighing Abrasives or Binders: Mistakes in measurement can result in improper hardness levels.
Incorrect Auxiliary Material or Impurity Mixing: Introducing foreign abrasives, such as coarse particles, can compromise material quality.
3. Mixing Process
Mixing Process for Coarse Materials (#150 and Above): Refer to Figure 1-4-1 for the detailed workflow.
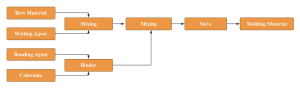
Figure 1-4-1 150# Coarse Material Mixing Process
The mixing time is approximately 8 to 15 minutes.

Mixing Process for Fine Materials (#180)
Refer to Figure 1-4-2 for the detailed workflow.
The mixing time is approximately 18 to 30 minutes.
The material is sieved through an 8~24 mesh screen.
Mixing Quality
The mixed molding material can be held in the hand to form a lump, which can easily break apart when gently squeezed. It is more suitable for molding.
There should be no visible sand, sand particles that are not bonded with the binder, or binder-bound sand clumps, as they can easily cause sand holes or blowholes.
The mixing time should be appropriate. If it is too short, the wet mold will have poor strength, leading to cracking and sand shedding. If the mixing time is too long, it may cause clumping.
An excessive amount of wetting agent can cause the mold to stick to the bottom plate. An overuse of water glass may lead to foaming and result in excessive hardness.
1. Molding Methods
Weight-based molding fixes the single weight and controls the thickness of the green body by adjusting the molding pressure. In this molding method, the product’s density fluctuates between 0.02 to 0.05 g/cm³.
Pressure-based molding fixes the molding pressure and controls the thickness of the green body by adjusting the molding weight. The molding density fluctuates between 0.04 to 0.08 g/cm³.
Volume-based molding fixes the single weight, and the thickness of the green body is controlled by adjusting the mold size, adding or removing the cover plate, and adjusting the gasket. The pressure is not controlled, and the molding continues until it is flattened. The fluctuation in density (r-value) is less than 0.04 g/cm³.
Volume-based molding has higher precision and is less affected by the press machine’s accuracy, followed by weight-based molding.
2. Molding Process
The manual molding process typically involves the steps of spreading, mixing, scraping, and pressing. Using rotating molds and automated uniform feeding yields better results.
Pressing Process
During the pressing process, there is a certain amount of friction between the molding material, the mold sleeve, and the core rod. This friction weakens the pressure transmission along the height of the green body, causing the upper part of the green body to become harder and the lower part to be softer, leading to uneven structure. This can cause thin grinding wheels to warp or deform. To reduce the pressure difference between the upper and lower parts, a simple method is to use shims.
Pressing Procedure: Place a spacer under the mold sleeve;—Apply one-third of the total pressure;—Remove the spacer, allowing the mold sleeve to remain suspended by friction;—Apply the total pressure.
If the mold sleeve falls onto the machine after removing the shims, the effect of the shims is lost.
Shim Thickness
The thickness of the shim can be calculated as follows:
|
Grinding Wheel Diameter |
∮≥100mm |
h=2√ ̄ ̄ |
4≤h≤25 |
|
Grinding Wheel Diameter |
∮<100mm |
h=0.32√ ̄ ̄ |
h≥0.5 |
In the formula:
h — Shim thickness (mm);
H — Thickness of the molded grinding wheel (mm).
3. Common Defects During the Molding Process
Imbalance: The main causes of imbalance include uneven material feeding, uneven spreading, uneven clamping, skewed press alignment, misaligned cover plate pressure rings, and sand placed on the cover plate.
Hole Cracking: If the cover plate hole is excessively worn, the core rod is prone to tilting. If the wet mold strength is too low, vibrations may cause surface cracks. Improper demolding.
Surface Cracking: Low wet mold strength leads to vibration cracks, which can cause the mold cover to tilt when removed.
Mold Adhesion: Excessive amount of wetting agent causes the material to stick. The mold is rusted. The release agent has not been applied evenly.
The main causes of layering are excessive pressure or fine-grain abrasives. Solutions:
Apply pressure slowly to avoid impact. Repeat the process and maintain pressure for a specified period. Use higher-quality molds.
1. Drying Process
Drying is the process of removing moisture from the green body. The green body’s moisture content is typically maintained at 0.4–0.6% for optimal mechanical strength. Generally, the moisture content of the green body is between 0.4–1%, and this moisture is removed during the firing process as the temperature increases. The specific drying process is as follows:
Heating — Green Body — Raising Temperature — Moisture Evaporation — Internal Moisture Diffuses to the Surface — Achieve Drying Requirements
Shrinkage of the Green Body
As the green body loses moisture during the drying process, shrinkage occurs. The greater the moisture content, the greater the shrinkage. The more clay in the binder, the greater the shrinkage, and the finer the particle size, the more significant the shrinkage. Shrinkage may not be uniform inside, outside, or across the top and bottom of the green body, leading to internal stress. If the stress is too great, deformation or cracking may occur.
2. Impact of Green Body Properties on Drying Time
In the drying process, the green body is generally held at a temperature between 60°C–80°C for a certain period, with a final temperature range of 100°C–110°C. For special fine, hard, or large grinding wheels, a special process is used, which increases the drying time. For low-temperature drying, the time is extended to 2–3 days at 40°C–60°C. The impact of the green body’s properties on drying time is shown in the table below:
Effect of Green Body on Drying Time
|
Factor |
Material |
Grain Size |
Hardness |
Structure |
Specification |
|||||
|
SiC |
Al2O3 |
Coarse |
Fine |
Soft |
Hard |
Loose |
Tight |
Small |
Large |
|
|
Time |
Short |
Long |
Short |
Long |
Short |
Long |
Short |
Long |
Short |
Long |
The storage time of dry blanks should be as short as possible. If stored for too long, they will easily become damp, or the dry blanks should be placed on a heated platform.
3. Common Defects During the Drying Process
Cracking
The primary cause of cracking is too rapid a temperature increase or uneven shrinkage due to inconsistent material composition. To avoid cracks, it is essential to reduce the drying speed and ensure a more uniform temperature rise.
Layering
Layering commonly occurs on the inner and outer diameters or internally. It results from excessive molding pressure, fast pressurization, or uneven moisture distribution in the material. Inconsistent organization can lead to distinct layers appearing after drying.
Warping
Warping is most commonly seen in thinner grinding wheels. The causes are uneven material composition or rapid temperature rise, resulting in inconsistent drying between the upper and lower surfaces of the wheel. This leads to uneven shrinkage and warping.
Edge Curling
This occurs when the drying process is too fast, causing uneven drying of the green body, leading to curling at the edges.
1. Kiln Atmosphere
Strong Oxidizing Atmosphere: O2 content 8-10%
Oxidizing Atmosphere: O2 content 4-5%
Neutral Atmosphere: O2 content 1-1.5%
Reducing Atmosphere:O2 content <1%
Air Excess Coefficient (α): α = actual air amount
Theoretical Air Amount
For oxidizing atmosphere: α > 1
For neutral atmosphere: α = 1
For reducing atmosphere: α < 1
During the firing of abrasive tools, an oxidizing atmosphere is typically required. In a downdraft kiln, it is important to raise the damper appropriately, add coal frequently, and clean ash regularly. The cooling time after reaching 1000°C should be 15-20 minutes.
2. Heating Rate
Below 800°C: Faster heating is acceptable.
800°C to 1100°C: Heating rate around 20°C per hour.
1100°C to 1300°C: Heating rate around 5-10°C per hour.
At final temperature: Hold for 6-8 hours.
For larger diameter or thicker products, and products undergoing re-firing, the heating rate should be slowed down. For SiC products, the heating rate should be controlled at around 2.5°C per hour between 1020°C and 1040°C to avoid black heart defects.
Cooling Rate
Above 1000°C: Quick cooling is acceptable.
Below 1000°C: Slow cooling is necessary, with a rate of 20-30°C per hour between 600°C and 500°C.
3. Kiln Pressure
Below 400°C: Maintain negative pressure at around -0.5 to 1 mmH2O to expel moisture.
Above 400°C: Gradually increase pressure to a maximum of 3.5 to 6 mmH2
The final firing process should be controlled by a pyrometer, and the temperature monitoring should be supplemented with thermocouples and optical pyrometers.
4. Characteristics of Liquefied Gas Kiln
Compact Design: The kiln has a smaller footprint as it does not require a combustion chamber or large ash outlets.
No High Chimney: No exhaust fumes, reducing pollution.
Space-saving: This does not require a large coal storage area, thus minimizing land usage.
Easy Ignition & Quick Heating: Liquefied gas kilns are easier to ignite, have fast heating rates, and are easy to adjust temperatures. The firing time is shorter, typically around 20 hours compared to about 50 hours in downdraft kilns, and cooling time is also reduced.
Stable Temperature: Even heat distribution due to the burner layout, facilitates better temperature control across the kiln.
Heating Rate of Liquefied Gas Kiln: Below 900°C:
The heating rate of 80-100°C per hour. Above 900°C: Heating rate of 40-60°C per hour. Hold Time: 6-8 hours at final temperature.
1. Kiln Temperature
Taking a downdraft kiln as an example, the temperature is high near the burner and at the top; the temperature is low at the bottom and near the kiln door.
2. Loading Positions in the Kiln
Upper Section (M~Y): Use SiC materials and coarse-grain abrasive tools.
Middle Section (K~R): Place abrasive tools with large diameters, high thickness, and fine grains.
Lower Section (G~L): Place abrasive tools with binders of low refractoriness.
Side Stacks: Place small-diameter grinding wheels.
Stacking must be stable and vertical. Ensure that fire suction holes are not blocked.
Gaps should be left between stacks, with larger gaps in low-temperature areas to improve flame circulation and enhance temperature uniformity.
For corundum abrasive tools, quartz sand with a grit size of 24#~46# is generally used, and it should be evenly spread and fully covered. For SiC abrasive tools, quartz sand with a grit size of 6#~10# can be used, spread sparsely with coarse grains to improve ventilation and reduce black cores.
3. The loading principles for tunnel kilns are essentially the same as those for downdraft kilns, with only slight differences.
4. Special Requirements:
Thin grinding wheels with H ≤ 13mm must be clamped to prevent deformation.
A large-pore grinding wheel should be placed on the top of each stack layer.
5. The product temperature should be below 60~70°Cwhen unloading from the kiln.
Cracks: These are mainly caused by rapid or uneven heating between 500°C and 900°C, or by rapid cooling during the cooling process.
Foaming: This is caused by excessive firing temperature, prolonged holding time, or localized areas of excessively high temperature.
Deformation: This is caused by rapid heating, excessively high temperature, or uneven placement of the materials.
Black cores: Insufficient oxygen atmosphere between 300°C and 500°C, causing incomplete combustion of organic materials; Insufficient oxidation atmosphere between 700°C and 900°C. Inadequate holding time around 1000°C, leading to incomplete oxidation of decomposed SiC; Backflow of flue gas in tunnel kilns causes carbon infiltration into the products.
The development of abrasive tool processing has been mainly driven by changes in cutting tools and machine tools. In the past, the process involved using cup wheels, but in the 1970s, methods such as surface grinding and double-sided grinding became widely adopted, leading to significant advancements in processing techniques. Since the new century, the use of diamond tools has provided solutions to long-standing problems. For example, diamond grinding wheels are now used to grind ball wheels, achieving excellent results in surface grinding, internal hole grinding, and outer circle grinding. Therefore, the promotion of diamond tools will usher in a new era in abrasive tool processing.
The second issue in post-processing is hole filling. For a long time, sulfur filling has been used, but the unpleasant odor of sulfur has been persistent. Using injection molding equipment for hole filling is also relatively complex and requires significant investment. Therefore, developing a simpler yet effective filling material and method is highly anticipated.
The impregnation of finished abrasive products has proven to be very effective in improving their performance. For example, a certain source compares the performance of products with and without sulfur impregnation, as shown in the table below:
Comparison of The Effects of Sulfur Impregnation
|
Material |
Sulfur |
Grinding Wheel Consumption |
Grinding Ratio |
|
WA W14 |
Non-Impregnated with Sulfur |
1.64 |
0.51 |
|
Sulfur Impregnated |
0.11 |
8.45 |
|
|
WA W10 |
Non-Impregnated with Sulfur |
1.05 |
0.84 |
|
Sulfur Impregnated |
0.07 |
11.70 |
|
|
WA W10 |
Non-Impregnated with Sulfur |
0.47 |
1.77 |
|
Sulfur Impregnated |
0.05 |
14.40 |
In addition to sulfur impregnation, products can also be impregnated with paraffin, rosin, and other materials.
The effects of impregnation include lubrication, cooling, and reinforcement. It can improve the surface finish of the workpiece and reduce burning.
Vacuum impregnation with sulfur is currently mainly used for grinding oilstones and super-fine oils.
Sulfur impregnation process: The oilstone is preheated to 150°C and placed in a vacuum chamber. The chamber is then evacuated, and molten sulfur is added to the chamber. The impregnation process lasts for about 1 hour, after which the oilstone is removed, cooled, and processed.