Home / News & Blog / Abrasive Blog / The Formulation Design of Binders for Resin Abrasives
1. Formulation Design of Conventional Resin Binders
Conventional resin abrasives refer to resin abrasives of various corundum and silicon carbide abrasives. The formula design of the resin bond is to determine the proportional relationship between the abrasive, bond, filler and auxiliary materials of the set abrasive. The abrasive mass is usually 100 parts, and the other materials are expressed in percentage of the abrasive, and the total mass of the raw materials of the components of the abrasive is 100 parts, and the percentage of each raw material in the total mass is expressed. The basic elements of ordinary resin abrasives are the type and strength of abrasives, abrasive hardness, bond dosage, abrasive organization, and forming density or pressure. The basic rules of resin abrasive formula are to control: the relationship between abrasive type and bond dosage; the relationship between abrasive particle size and bond; the relationship between forming density and abrasive hardness; the relationship between bond dosage and abrasive hardness.
Under the conditions of the same particle size and forming density, SiC abrasives use more binder than corundum abrasives to make abrasives of the same strength grade. Under the conditions of the same abrasive strength (or hardness), abrasive type, and forming density (pressure), the binder amount increases with the increase of abrasive particle size, that is, the finer the abrasive, the more binder is required. Under the same conditions, the total binder amount of mixed particle size is less than that of a single particle size. Under the conditions of the same abrasive type, particle size and forming density, increasing the binder amount can improve the strength and hardness of the abrasive. Under the conditions of the same abrasive type, particle size and binder amount, the hardness and strength of the abrasive also increase with the increase of forming density. Adjusting the forming density is the main method to adjust the hardness and strength of the abrasive. Especially for high-strength abrasives, increasing the forming density is more effective than adjusting the binder amount.
2. Formulation Design of Resin Binders for Superhard Abrasive Tools
Superhard abrasives are expensive, so the structure of superhard abrasive tools differs significantly from that of conventional abrasive tools. To conserve superhard abrasives and fully utilize the advantages of diamond and CBN tools, such as their strong wear resistance and long service life, the working layer of diamond and CBN tools is typically made as a thin layer embedded on top of the non-working layer of the tool. Generally, diamond and CBN tools consist of a substrate, a transition layer, and a working layer, as shown in Figure 2-7.
The unique characteristic of super-hard abrasives is the concentration of diamond and CBN in the working layer. The concentration is the corresponding percentage of the mass of diamond or CBN contained in each cubic centimeter of the diamond or CBN working layer. The concentration for diamond resin abrasives is generally around 75%, and that for CBN abrasives is generally 75% to 100%, and 100% to 150% for form grinding.
The manufacturing process of super-hard abrasive resin tools is the same as that of ordinary resin tools, but the formula and process operation are slightly different. More fillers and fewer abrasives characterize the formula, and the process is characterized by hot pressing. The hot pressing temperature is 180°C for phenolic resin and 225°C for polyimide. The unit pressure is 30~75MPa, or even 100MPa, and the curing time is 10~30h. Due to the special structure of superhard grinding tools, the forming of grinding tools and the molding operations become complex, requiring greater precision and stricter standards. Figure 2-8 illustrates the production process of phenolic resin-bonded diamond grinding wheels, while Figure 2-9 shows the production process of resin-bonded CBN grinding wheels.

Figure 2-7 Structure of Diamond and CBN Grinding Wheels
A-working layer, composed of diamond, CBN abrasives, resin binder and filler, pressed into the working part of diamond and BN grinding wheels, plays a grinding role; B-transition layer, a pressed layer composed of binder and filler, does not contain super-hard abrasives, to ensure full utilization of the working layer; C-substrate, generally made of aluminum alloy, bakelite or phenolic aluminum powder, requires a certain geometric shape and dimensional accuracy, the substrate plays the role of supporting the transition layer and the working layer, grooves or reticulations are processed on the interface between the substrate and the transition layer for a firm connection
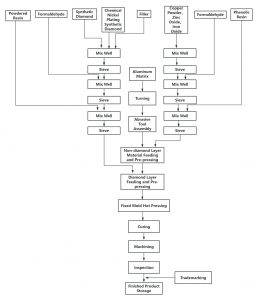
Figure 2-8 Production process of phenolic resin bonded diamond grinding wheels
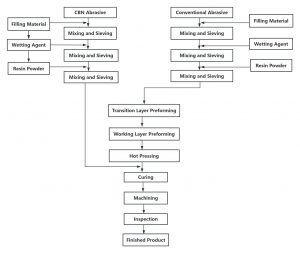
Figure 2-9 Resin bond CBN grinding wheel production process
The superhard abrasive resin bond formula is formulated based on the usability and process requirements of the superhard abrasive, taking into account whether the performance and proportion of various raw materials in the formula can meet the grinding quality requirements.
The principles of resin binder formulation design are as follows:
The data in the formulation depends on the proportional relationship among the abrasive, the binder, and the pores. To achieve a reasonable balance among these three components, it is essential to analyze key factors influencing the formulation, such as concentration, hardness, and abrasive grain size.
The abrasive concentration represents the volume occupied by the abrasive within the abrasive tool. A higher concentration indicates that a greater proportion of the tool’s volume consists of abrasive material, allowing more abrasives to participate in the grinding process per unit of time.
According to the relationship among the three key elements of an abrasive tool, an excessively high concentration reduces the binder content, leading to inadequate retention of diamond or CBN particles. This can cause the abrasive grains to detach prematurely, preventing full utilization of each grain, and resulting in rapid wear and increased costs. Conversely, a low concentration means fewer abrasives are involved in the grinding process.
When the binder content is high, frictional resistance increases, thereby raising the grinding force. The appropriate concentration should be selected based on the grinding requirements, and the binder content should be adjusted accordingly. For lower concentrations, the binder content is reduced, whereas for higher concentrations, the binder content is increased, and the filler content is decreased to enhance the abrasive grain retention.
The abrasive grain size determines the roughness of the machined surface and the grinding efficiency. When the roughness value is small, fine abrasive grains are used. When high grinding efficiency is required, coarse abrasive grains are used. The finer the abrasive grain size, the larger the specific surface area, the more binder is required, and the fine-grained abrasive with the same porosity is softer than the coarse-grained abrasive. In abrasives of the same concentration, the hardness of the abrasive increases with the increase in the amount of binder. However, if the amount of binder is too much, not only the hardness of the abrasive is slightly increased, but also it brings more difficulties to mixing and forming. The method of increasing filler instead of increasing binder is often used to increase the hardness of the abrasive, and in addition, the density (pressure) of the abrasive can also be increased by increasing the forming pressure.
The formula of superhard abrasive tools is still expressed in volume and mass fraction, and the amount of each component raw material can be calculated separately.